🔧 اهمیت استفاده از نیتروژن هنگام لحیمکاری در سیستمهای تبرید
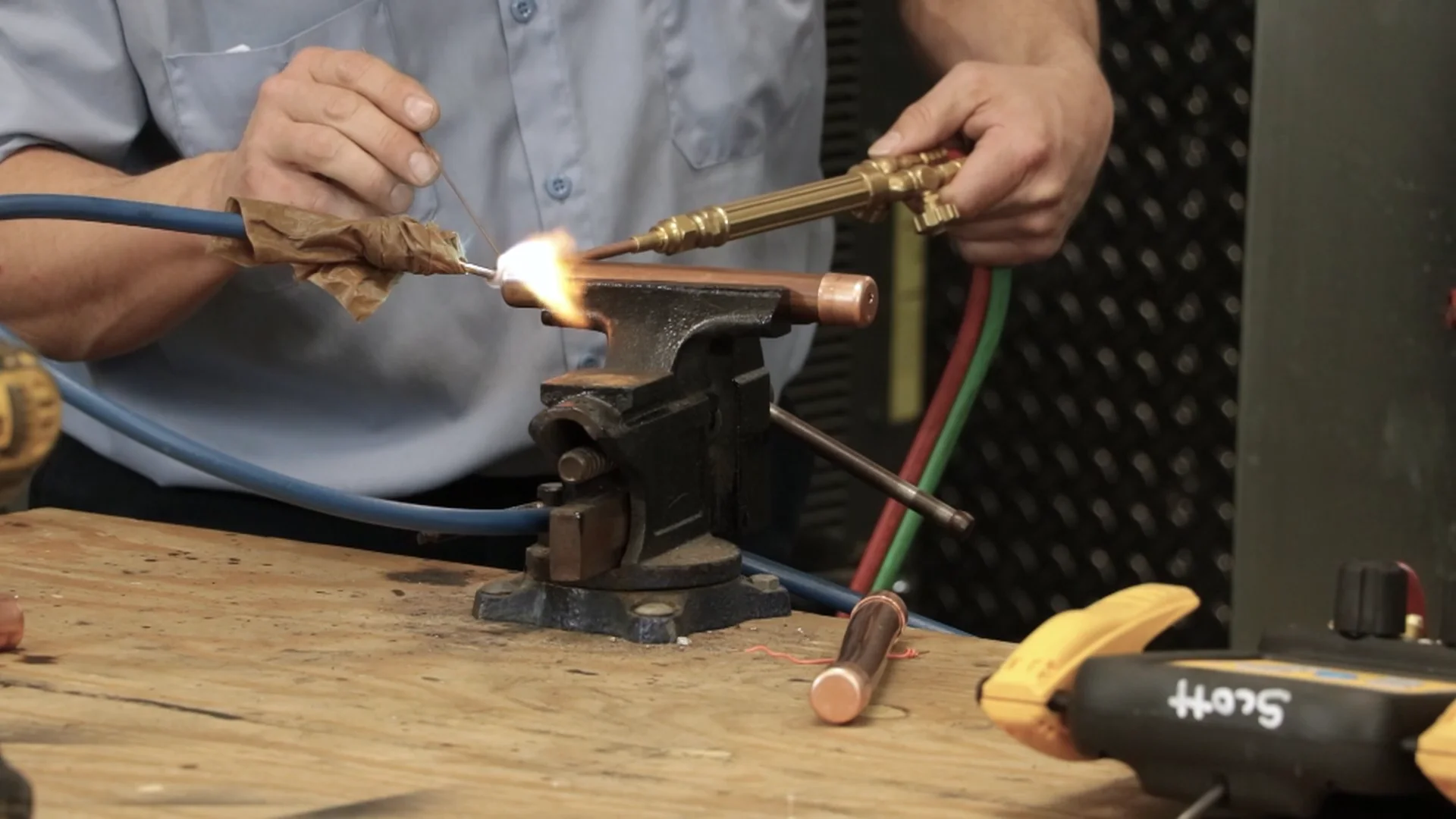
در فرایند نصب یا تعمیر کولر گازی اسپلیت، یکی از مهمترین اصول فنی که اغلب نادیده گرفته میشود، جریان دادن نیتروژن خشک در زمان لحیمکاری (Brazing) لولههای مسی است.
این کار ساده، نقش حیاتی در حفظ سلامت کل مدار تبرید دارد.
🔹 چرا باید در حین لحیمکاری (جوشکاری) از نیتروژن استفاده شود؟
هنگامی که داخل لولههای مسی در معرض حرارت شعله قرار میگیرد و هوای محیط در آن محبوس باشد، اکسیژن با مس واکنش داده و لایهای از اکسید مس (دوده سیاه رنگ) در داخل لوله تشکیل میشود.
این ذرات اکسیدی پس از راهاندازی سیستم، در جریان مبرد حرکت کرده و ممکن است باعث:
گرفتگی لوله مویین یا شیر انبساط (TXV)،
کاهش راندمان اواپراتور،
و در درازمدت، خرابی کمپرسور شوند.
برای جلوگیری از این مشکل، نیتروژن خشک با فشار کم در داخل مدار عبور داده میشود تا اکسیژن از مسیر خارج گردد و فضای داخلی لوله عاری از هوا باشد.
🔹 فشار مجاز نیتروژن در زمان جوشکاری
بر اساس دستورالعمل شرکتهای Danfoss، Emerson (Sporlan) و توصیههای ASHRAE Handbook – Refrigeration (2022):
✅ فشار مناسب نیتروژن در هنگام لحیمکاری باید بین 2 تا 5 psi (حدود 0.15 تا 0.35 بار) باشد.
هدف: فقط ایجاد یک جریان آرام و مداوم از نیتروژن برای بیرون راندن اکسیژن است، نه اعمال فشار بالا.
اگر فشار زیاد باشد، شعله جوشکاری آشفته شده و ممکن است اتصال آسیب ببیند.
🔹 مراحل اجرای صحیح لحیمکاری با نیتروژن
اتصال رگولاتور نیتروژن به سیلندر
از رگولاتور دقیق با گیج فشار پایین استفاده کنید.تنظیم فشار خروجی روی 2 تا 5 psi
(ترجیحاً 3 psi برای کنترل بهتر جریان)اتصال شیلنگ خروجی به ورودی مدار تبرید
معمولاً از شیر سرویس یا انتهای لوله کندانسور استفاده میشود.باز گذاشتن انتهای دیگر مدار برای خروج گاز
تا نیتروژن بتواند اکسیژن را بیرون براند.شروع لحیمکاری با جریان آرام نیتروژن
شعله باید یکنواخت و بدون وزش گاز عمل کند.ادامه جریان نیتروژن تا خنک شدن محل جوش
تا در زمان سرد شدن، رطوبت وارد مدار نشود.
🔹 مزایای استفاده از نیتروژن در لحیمکاری
| مزیت فنی | توضیح |
|---|---|
| جلوگیری از تشکیل اکسید مس | مسیر داخلی لوله تمیز میماند و گرفتگی ایجاد نمیشود. |
| افزایش طول عمر کمپرسور | چون هیچ ذرهای به روغن یا سوپاپها آسیب نمیزند. |
| کاهش افت فشار مدار | جریان مبرد یکنواخت و بدون مانع باقی میماند. |
| کاهش خرابی شیر انبساط | مسیر عبور مبرد در TXV یا Capillary مسدود نمیشود. |
| اطمینان از کیفیت جوش | درزهای لحیم تمیز، براق و بدون آلودگی هستند. |
🔹 خطاهای رایج هنگام جوشکاری بدون نیتروژن
تشکیل لایه سیاه رنگ در داخل لوله (اکسید مس)
صدای سوت یا نوسان فشار در مدار پس از شارژ گاز
گرفتگی در لوله مویین یا شیر انبساط
خرابی زودرس فیلتر درایر و اشباع شدن زودهنگام آن
افزایش فشار دیسشارژ کمپرسور به علت محدودیت جریان
🔹 استانداردهای بینالمللی مرتبط
Emerson / Sporlan – Service Procedures:
“Maintain a dry nitrogen flow of 2–5 psi during all brazing to prevent oxide scale.”Danfoss – Brazing Instructions:
“Flow nitrogen continuously through the system during brazing operations.”ASHRAE Handbook – Refrigeration (2022):
“Nitrogen purge during brazing is essential to prevent internal oxidation and contamination.”
✅ جمعبندی
استفاده از نیتروژن در حین لحیمکاری یکی از اصول حرفهای در نصب و تعمیر سیستمهای تبرید است.
با رعایت فشار مناسب ۲ تا ۵ psi، میتوان از ایجاد اکسید، گرفتگی مدار، و خرابی زودهنگام فیلتر درایر و کمپرسور جلوگیری کرد.
در واقع، چند دقیقه دقت در حین لحیمکاری، از ساعتها تعمیر و هزینههای سنگین آینده جلوگیری میکند.